Abstract : After the vacuum quenching and electric machining of the complex section aluminum extrusion die, the die life of the quenched surface layer is doubled after re-tempering.
First, the problem
The company is a professional company specializing in the manufacture of extrusion dies for the 500-ton-5500 ton extruders in the national aluminum profile industry. Each year, the mold is quenched by nearly 100 tons and nitrided by nearly 30 tons. The mold processing process is as follows:
1, processing route
Roughing (remaining 0.2-0.5mm margin on one side) → quenching → finishing, electric machining → lighting, assembly test mode → nitriding.
2, heat treatment
(1) Material: 4Cr5MoSiV1 (H13).
(2) Technical requirements: HRC48-52.
(3) Heat treatment process and equipment:
Heated at 1020 ° C, oil cooled, tempered twice at 580 ° C, 550 ° C. The equipment is 75KW salt furnace, 90KW gas carburizing furnace is protected and heated, and the well type tempering furnace is tempered. After the mold is tested, it is nitrided in our factory or user. The method is ordinary gas nitriding. The process is 570 ° C, 6 hours nitriding treatment, the nitride layer depth is 0.06-0.08mm, and the nitride layer hardness is HV900.
By using the above method to process the general section mold, the extrusion rod and the back pressure cylinder can ensure that they do not collapse during use. Some hardnesses can also be relaxed to HRC<46-53>. The extrusion life in this case depends mainly on the quality and number of nitriding.
However, in recent years, with the rapid development of the industry, there are a large number of profiles for heat sinks and motor casings of various complex sections for the electronics industry, as shown in Figure 1. The mold of this complex section accounts for about a quarter of the total.

When these profiles are extruded, the extrusion ratio is large, the flow forming resistance is large, and some working sections of the mold are subjected to great shear stress, as shown in Fig. 2 and Fig. 3. The hanging teeth of the mold, the suspension bridge has inverted teeth in the early stage of extrusion, collapsed bridge (HRC<46>) or broken teeth, broken bridge (HRC53), even if the hardness is within the acceptable range, the extrusion life is not high, how to solve this problem ? Of course, the use of imported steel, such as Sweden 8407 or Japan SKD61, life expectancy may increase, but the price of imported materials is 80 yuan / kg, several times higher than the domestic material 16 yuan / kg, so that users do not accept the price of the mold, so This is a topic. (Extrusion mold material costs are a large proportion of mold costs).
There is also the case that occasional running temperature occurs during nitriding or preheating (temperature 490 ° C - 520 ° C), when the hardness of the mold is reduced, can no longer be used, must be re-quenched, but the mold Has been matched with molding, the gap is about 0.02mm, such as re-quenching deformation is a problem, such as not quenching will result in batch scrapping, the loss is greater. This is also a subject encountered in production. In response to the above problems, we have adopted the following methods in the past three years and achieved good results, as described below.
Second, vacuum oil quenching and vacuum low pressure gas quenching
1. Vacuum oil quenching
The process is shown in Figure 4:
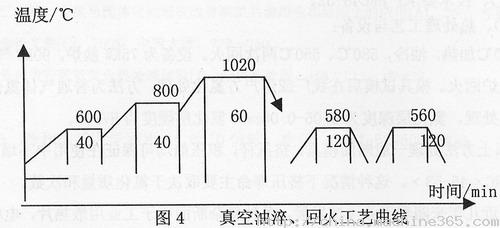
Since the vacuum furnace is more effective than the salt furnace, the gas carburizing furnace has the following obvious advantages:
(1) The heating temperature has two isothermal temperatures, the temperature rise is very slow, and the thermal stress is small.
(2) When the vacuum heating is constant, the temperature difference is small, so the heating is very uniform, and the process is controlled by the microcomputer, so the process consistency of each heat is good, and the error caused by manual operation can be avoided.
(3) The vacuum quenching oil is cleaned during cooling, and at the same time, the oil is mixed, so the cooling is relatively uniform.
(4) The harmful gas in the steel can be removed during vacuum heating, and the surface is free from decarburization or carburization.
Therefore, the hardness of the vacuum quenching mold is very uniform. After tempering, the hardness can be strictly controlled within the range of HRC49-52. The strength of each section of the mold is uniform and improved, so the life of the mold is obviously improved.
2, vacuum low pressure gas quenching,
For the running temperature return quenching mold, we use low pressure gas quenching, and refill the nitrogen in the cold room about 7×10 pa. The fan stirring is shown in Figure 5:
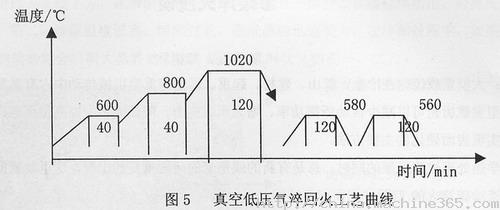
Through the multi-furnace production practice, it is proved that the thickness of the section is ≤50mm, pay attention to the loose placement, and can be hardened to the technical requirements. The remediation can be 100% successful and the deformation is very small.
Third, the surface quenching layer after electric machining is tempered again
After the mold is electrically processed, especially the electric pulse processing, 15μ-30μ quenched structure will be formed on the surface of the metal, as shown in Figure 6:
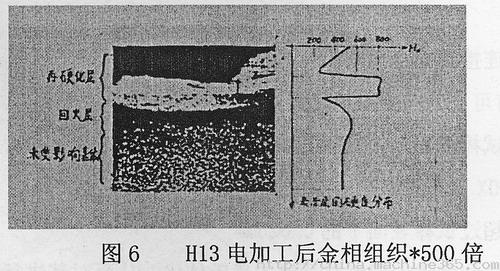
There is a hard and brittle quenching layer on both sides of the complex section of the suspended tooth. When the extrusion is carried out under the action of the maximum shear stress, micro-cracks are formed and gradually expand to form a factor of the tooth loss. Therefore, we increase the electric machining 530. °C-560 ° C, 2 hours and then tempered to avoid surface oxidation; this will prevent the early tooth loss phenomenon.
Fourth, the conclusion
1. The complex section extrusion die is subjected to vacuum quenching and electric machining and then tempered, so that the service life of the mold is increased by 2 times, and the broken teeth and broken bridge phenomenon are eliminated.
2, running temperature mold can use low pressure gas quenching remedy.
3. Although the vacuum furnace has a high investment, the heat treatment price is doubled compared with the conventional heat treatment, but for the complex end face mold, it is none other than the economical benefit. 4, ψ 730mm gas protection heating, strict control of the amount of drops, otherwise, decarburization is serious, increase the difficulty in testing the hardness, severely increased carbonization due to small processing will affect the subsequent nitriding effect, of course, if there are conditions, use a large vacuum Furnace oil quenching or high pressure gas quenching, the best effect.
Lanejoy is all kinds of spring Manufacturer at china 10 years, we had made compression spring, Wire Spring, Torsion Spring, Tension Spring, recoil spring and so on.
we also can do for OEM OR ODM
compression spring,wire spring,torsion spring,tension spring,recoil spring
Shenzhen Lanejoy Technology Co.,LTD , https://www.szlanejoy.com