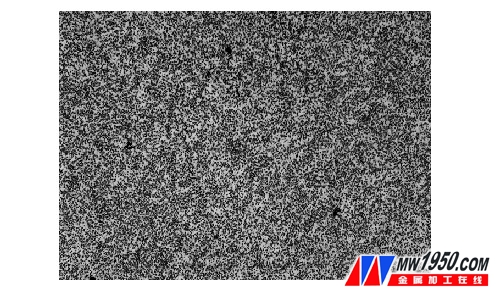
In order to further improve the quality of spheroidizing annealing of bearing forgings, the production cost is reduced. Our company purchased GKT2-20 type roller-type protective atmosphere vacuum-locking double-layer spheroidizing annealing furnace produced by Hangzhou Jinzhou Electric Furnace Co., Ltd. as a new ball forging spheroidizing annealing equipment. Up to now, after more than three years of production practice, the equipment has stable performance, reliable annealing quality and power consumption of 150-170kW·h/t. Thanks to the protective atmosphere and no scale, the car processing environment is improved, raw materials are saved, and production costs are reduced. 1. Equipment composition and process introduction (1) Equipment consists of two layers (upper, lower, lower, lower, upper and lower). Material table, double layer (upper, lower, lower, lower, upper and lower) vacuum chamber, annealing furnace body, pre-vacuum system, electronic control, temperature control And automatic control system, nitrogen control system, propane gas control system, carbon potential control system and other components. (2) Process flow (lower layer is the same as upper layer) Feed→front vacuum ventilation chamber→cold heat exchange chamber (remaining heat utilization)→heating→insulation→quick cooling→isothermal→slow cooling→cold heat exchange room (remaining heat utilization)→ After the vacuum ventilation chamber → discharge. 2. Main features of the production line (1) Transmission mode Double-layer roller bottom protection atmosphere Full-electric heating isothermal spheroidizing annealing furnace provides transmission force by many equal-center distance transmission roller rods, and the transmission roller rotates at a constant speed. The basket goes through the cold and heat exchange zone, the heating zone, the heat preservation zone, the quick cooling zone (with fan agitation), the isothermal zone, the slow cooling zone, the rear cold heat exchange zone (with fan agitation), and the upper and lower layers at normal speed. A total of 14 districts. In addition to the discharge, unloading and hoisting of the basket, the basket enters the vacuum chamber for pumping and filling with nitrogen, annealing preheating, heating, heat preservation, rapid cooling, isothermal, slow cooling and rapid cooling. Automatically completed according to the process program. The workpiece transfer adopts frequency converter speed regulation, the speed is steplessly adjustable, and the process time is directly displayed, which is convenient and intuitive. (2) Heating mode The annealing furnace is heated by an electric radiant tube, and the radiant tube is uniformly distributed on the upper and lower layers of the driving roller. The structure of the radiant tube is advanced and reasonable. The electronic control and temperature control adopt phase shift trigger technology, which can effectively protect the service life of the power regulator and fully meet the requirements of the spheroidizing annealing process. The upper and lower radiant tubes are used for heating, which is beneficial to uniform furnace temperature, and the radiant tube is inserted from the side, which is convenient for maintenance and can be repaired without stopping the furnace. The heating zone is designed to a reasonable length according to production and process requirements. Due to the double layer heating method, the upper layer is discharged, the lower layer of the cold material and the lower layer of the hot material are exchanged by the centrifugal fan for heat exchange, thereby achieving the energy saving effect. On the other side, the upper layer is discharged, the lower layer is fed, and the fan is also stirred by the fan to achieve cold and heat exchange. Since the entire production line temperature control system uses modular, contactless surge control technology, smooth heating is achieved. (3) The control system includes electronic control, temperature control, atmosphere control, process control system, centralized installation in the control cabinet, and computer control, with process setting, storage, data display and recording, historical data query, production management, etc. Features. The electronic control and temperature control system adopts the instrument with artificial intelligence PID self-tuning adjustment function, single-coupled double-core double-table, one-point temperature control and one-point detection to ensure the furnace temperature is accurate and reliable. The control system uses more advanced and reliable sensing technology. The lifting and lowering of the furnace door and the entry and exit of the basket are automatically completed according to the setting procedure. An oxygen probe is arranged in the heating furnace to provide an oxygen potential signal to the carbon potential meter and control the oxygen potential (carbon potential) in the furnace. 3. Production application (1) The spheroidizing annealing process curve is shown in Fig. 1. (2) The hardness of the spheroidized annealing quality forging after annealing is 88-92 HRB, and the hardness difference after annealing in the same batch is not more than 2HRB. Metallographic microstructure: Carbide particles have good roundness and uniform particle size distribution. After annealing, the metallographic microstructure was rated as 2 to 3 according to the JB/T1255-2001 standard. Fig. 2 is a picture of the metallographic microstructure of the 32011 inner ring after spheroidizing annealing using the furnace, and is rated as 2 according to the first level diagram of the JB/T1255-2001 standard. Decarburization layer: When nitrogen and propane gas are introduced to ensure that the carbon potential in the furnace is above 0.8%, the depth of the decarburization layer is about 0.10 mm. (3) The energy consumption per ton of forging after energy consumption annealing is 150-170 kW·h, which is about 30% lower than the current consumption of 250 kW·h per ton of annealing furnace in the domestic bearing industry. 4. Conclusion Due to the effective utilization of the waste heat in the annealing process, the thermal efficiency is significantly improved, the energy consumption is significantly reduced, and the economic benefit is remarkable. During the heating process, nitrogen and propane gas are introduced into the furnace on the basis of vacuuming, and the carbon potential in the furnace is effectively controlled by the atmosphere control system to achieve heating in the protective atmosphere. The surface of the workpiece after spheroidizing annealing is smooth and clean, no scale is generated, and the decarburization layer is greatly reduced, which brings greater convenience to the processing of the vehicle and improves the processing environment of the vehicle. At the same time, due to the absence of scale and less decarburization layer, the forging allowance can be appropriately reduced, which reduces the material consumption to some extent. Spheroidizing annealing achieves high-quality, high-efficiency, low-consumption and continuous production targets, and is in line with the current industrial policies advocated by the state for pragmatic and efficient, energy-saving emission reduction and continuous improvement. DIY Magic Post Window Screen,Screen Window Net,Diy Insects Protection Window Screen,Anti Insects Netting Jinwu Glass Fiber Co., Ltd , https://www.jwglassfiber.com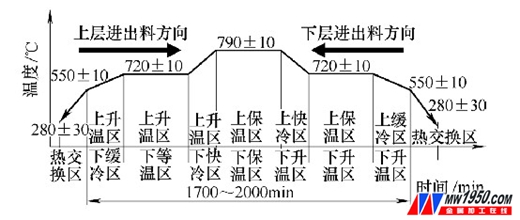
Figure 1 Spheroidizing annealing process curve