Led Headlamp Rechargeable,Usb Rechargeable Headlamp,Rechargeable Head Torch Light,Rechargeable Head Lamp Ningbo Alite Lighting Technology Co.,Ltd , https://www.alite-tmwt.com


Characteristics and application of new high-strength steel welding wire
I. Overview
With the advancement of science and technology and the promotion of national macro policies for energy conservation and emission reduction, the application of high-strength steel is increasing. From the early application of coal mining machinery, to the development of large steel structures, power locomotives, special vehicles, large passenger cars, engineering machinery, pipelines and marine engineering. Our company specializes in the production of high-strength steel gas shielded welding wire, and has the national invention patent of high-strength steel gas shielded welding wire with independent intellectual property rights. The company's leading products are GHS-50, GHS-60, GHS-70, GHS-80, GHS-90 (see Figure 1). CE certification has been passed and DB certification is in progress.
At the 19th Beijing Essen Welding and Cutting Exhibition, our company exhibited a new series of high-strength steel gas shielded welding wire products. This article will discuss the application cases of some products in the corresponding fields, and comprehensively introduce the performance and application characteristics of the products. .
Second, the performance characteristics of new high-strength steel welding wire
(1) The company's products have improved microstructure and strength through microalloying and microalloying. It relies on trace elements to obtain a large amount of acicular ferrite structure, thereby ensuring low temperature impact toughness. GHS-60 wire can absorb up to 82J at -60 °C.
(2) Providing loose construction conditions for the user through reasonable matching of alloying elements. Satisfactory mechanical properties can be obtained under different welding heat input conditions.
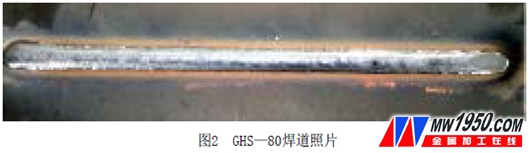
(3) By controlling the key trace elements, the surface tension of the droplets is reduced, and the droplets are refined, thereby greatly reducing the splash and obtaining good bead forming (see Fig. 2).
(4) The wire has good appearance and linearity, ensuring excellent process performance during the welding process.
Third, the new high-strength steel welding wire welding process characteristics
The welding process characteristics of the new high-strength steel welding wire mainly include the following aspects:
(1) Applying a small amount of alloying elements to the new high-strength steel welding wire to promote the formation of acicular ferrite and inhibit the precipitation of pro-eutectoid ferrite. The large arc of the arc will change the morphology of ferrite. And precipitate harmful tissues between the crystals. Therefore, do not swing the arc as much as possible during welding to ensure a good weld.
(2) Protective gas requires that the new high-strength steel welding wire be welded as much as possible with an argon-rich mixed gas to ensure the transition of the alloying elements and obtain a good microstructure.
(3) Pre-weld preheating and post-weld heat treatment For high-strength steel grades above Q550, preheating and post-weld heat treatment are necessary, and the inter-pass temperature during the welding process is also controlled. Multi-person welding is required when necessary.
(4) The welding process uses multi-layer multi-channel misalignment welding to obtain excellent welded joints. The arc and arc should be staggered more than 50mm to avoid arcing and arcing at the stress concentration.
(5) Welding consumables For the tack welding and bottoming welding, the welding wire with a lower level than the strength of the base metal is used, and the effect will be better. Such as Q690 steel welding, positioning welding and bottom welding with GHS-70 (GB / T8110, ER69-G), filling and cover welding with GHS-80 (GB/T8110, ER76-G).
(6) Reasonable welding sequence should not only prevent large welding deformation, but also control welding internal stress. For this reason, a reasonable welding sequence is established according to the workpiece structure.
Fourth, the typical application case
1. Welding of coal mine hydraulic support
In order to verify the performance of high-strength steel welding wire, our company has built a steel structure workshop of 18,000 m2, and the monthly consumption of welding wire is about 100t. This allows the wire performance to be fed back in the first place, ensuring that the wire meets customer requirements. The welding site is shown in Figure 3.
The typical hydraulic support base Q690 welding process is as follows:
(1) The oxidized slag on the cutting surface of the groove processing, assembly and positioning welding plate must be removed. The groove is made by CNC plasma cutting or machining. The water, oil and rust should be strictly removed in the range of 50 mm on both sides of the groove. Object.
In order to prevent cracking of the tack weld, the tack weld can be welded with GHS-70 wire and should be preheated as in normal welding. Due to the large size of the components, preheating is not convenient. The local preheating method can be adopted for the positioning welding, that is, the oxyacetylene heating method is adopted, but the performance of the base material cannot be affected during the preheating, and both sides of the weld are ≥80 mm during preheating. Preheating temperature ≥150 °C.
The height of the assembly positioning weld is 78mm, the length of the weld is 30~50mm, and the interval is 200~300mm. When the weld length is less than 700mm, the single-side positioning welds shall be no less than two to prevent tearing. The current for the positioning weld should be slightly larger than the current for normal welding. The positioning weld must be fused with the base metal without slag inclusions and cracks.
(2) Preheating before welding Because the structural members of the bracket are thicker and have higher strength grades, in order to ensure uniform heating, after assembly and positioning welding, the whole preheating method should be adopted for preheating. The preheating temperature is 150~200°C. . Welding is carried out in time after preheating, and the interlayer temperature is controlled at 130 to 150 °C during multi-layer multi-pass welding.
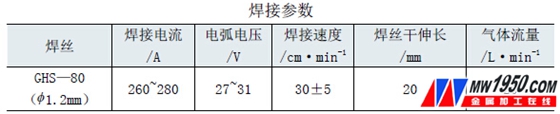
(3) Welding parameters Welding parameters are shown in the attached table, using a mixture of 80% Ar + 20% C O2.
(4) Post-weld heat treatment and grinding Due to the large thickness of the structural members of the support and the large residual stress of the welding, the working environment is harsh, the dynamic load is applied, and the stress corrosion phenomenon is required, and the dimensional stability and reliable operation are required. Therefore, post-weld heat treatment should be performed. Splashes on the weld surface and working surface shall be polished after heat treatment. The multi-layer multi-pass weld of the hydraulic support is shown in Figure 4.
2. Other application areas
In order to reduce the weight of the car body and reduce the fuel consumption, the chassis of the large passenger car uses high-strength steel plates, so the high-strength steel wire is also used for welding, and mixed gas protection is adopted. The wire is required to have an ultra-low P, S content, high strength, and excellent low temperature impact toughness. The GHS-80 welding wire has been tested by the authoritative organization to meet the technical requirements for high-strength steel plate welding of large passenger cars, and has been widely used.
GHS-60 and GHS-70 welding wire are widely used in the construction machinery industry such as roadheader, using mixed gas and multi-layer multi-pass welding.
At present, marine engineering and oil and gas pipelines, customers also request samples, waiting for further analysis and testing.
V. Conclusion
The new high-strength steel welding wire has many advantages such as high production efficiency, small welding heat input, narrow heat-affected zone, ultra-low hydrogen weld seam and the most stable welding quality, and will be more and more widely used in the future.