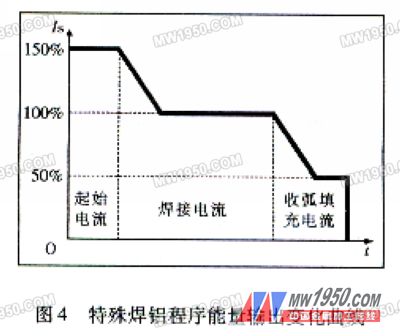
0 Preface 2 droplet transfer 3 arc length control In addition, due to the low melting point and high thermal conductivity of aluminum, it is difficult to penetrate the cold state of the solder joint, and the arc is too hot to burn through. Using the special welding aluminum program of the all-digital welding machine (Fig. 4), it is possible to set a large arc welding energy, so that the base material is melted when the arc is ignited, and the welding current is reduced to a small arcing current when the arc is closed. Fill the crater fully. And a pulse is output when the arc is extinguished, and the molten ball at the end of the wire is removed to facilitate the next arc start (Fig. 5). Next page
Rock
wool Sandwich Panel
Rock Wool Sandwich Panel is a new type
of building material which is color steel sheet as the surface layer, rock
wool, fire retardant and flame retardant insulation material as the core layer.
Rock wool sandwich panel is suitable for
insulation, sound insulation, etc. of industrial equipment, buildings, ships
and so on
Advantage
of rock wool sandwich panel:
1. Good
fire resistance
2. heat
insulation and heat preservation:
3. Bright
in color
4. Bending
and compression resistance, high bearing capacity
5. Flexible
installation:
Description
of rock wool sandwich panel:
Structure:
Top is PPGI steel sheet, Core is rock wool, Bottom is PPGI steel sheet.
Feeding
width of steel sheet: Roof is 1200mm, Wall is 1000mm
Effective
width: roof and wall both are 950mm
The
thickness of steel sheet: 0.3-0.8mm
The
thickness of core: 50/75/100/150/200mm
Color:
White, blue, red or according to your requirement
Destiny
of rock wool:50-150kg
Length:
According to customer`s requirement
Usage:
Widely used as roof and wall material for Steel Structure warehouse,workshop,
poultry house,hangar,car
parking,gym,shelters
and so on.
Life
time: 15-20years
Packing:
Plastic packing and nude in the container or according to your requirement.
Payment
term: T/T, L/C, Western Union
FAQ:
1.
Are you a factory or trading company?
We
are a professional factory.
2. How
about the delivery time?
It`s
depends on the quantity, usually, it`s 15-20 days after we get your deposit.
3. Can
you do OEM?
Yes.
4. How
can you make sure the quality?
Our
products will be test before the shipping, and we will show you the test.
Rock Wool Sandwich Panels,Rock Wool Sandwich Panel,Stone Wool Sandwich Panels,Rockwool Sandwich Wall Panel Shijiazhuang Zhouming Steel Building Materials Co., Ltd. , http://www.zmsteels.com
The machine is based on the inverter power supply, combined with computer technology, using digital signal processor (DSP), through the precise calculation of the microprocessor to control the performance of the welder and the whole process, the control circuit is highly integrated and simplified. Every additional function of a typical analog welder is realized by adding hardware such as a corresponding control circuit, and the all-digital welder can be realized by simply changing the computer software. Therefore, the electronic components are reduced by 40%, and the volume and quality are reduced, and the failure rate is greatly reduced. The most important thing is that the arc characteristics are controlled by software so that we can get the imaginable welding performance. The welding control accuracy and repeatability are greatly improved by eliminating the analog components related to temperature drift.
1 working process
The core of the all-digital MIG welder is the main control system, see Figure 1. When working, the welding parameters are first set through the digital panel. The main control system sends a working command to the wire feeder through the RS485 digital interface, and at the same time sends a work command to the inverter through the digital signal processor (DSP), and the welding process begins. During the welding process, the actual welding parameters are fed back to the main control system by the feedback circuit and analog/digital (A/D) conversion, and the digital signal processor (DSP) feeds back to the main control system. The panel displays the actual value while the main control system will adjust the actual parameters and presets. The values ​​are compared and the correction command is sent to the wire feeder and power supply. The whole process is very fast, accurate and anti-interference because it is the transmission and comparison of digital signals. 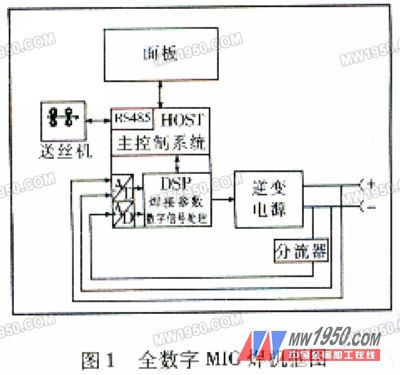
In the case of MIG welding, various droplet transition arcs can occur depending on the current density, arc power and shielding gas. The all-digital welder makes it easy to control a wide range of arcs, especially short-circuit and pulsed arcs. Short-circuit arc is used for CO 2 welding. The welder sets the optimum current waveform according to the thickness of the base metal, the material and the diameter of the wire to obtain a stable arc and minimal splash. When welding aluminum or stainless steel, the welder can control and output the optimal pulse waveform (Fig. 2), realize pulse arc transition, precise control can achieve one pulse to transfer one droplet, realize almost no splash welding, thus allowing larger The diameter of the wire is welded to a thinner plate. If 0.8 mm aluminum plate can be welded with φ1.2 mm aluminum wire, in addition to greatly saving wire cost, φ1.2 mm aluminum wire has better volume to surface area ratio, which can reduce the pollution of the molten pool and reduce the porosity. Defect rate. 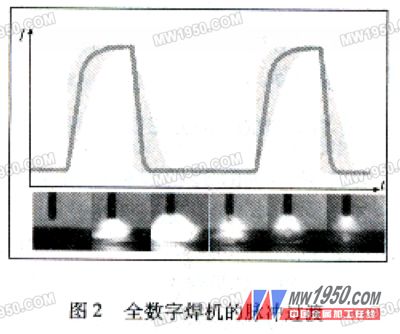
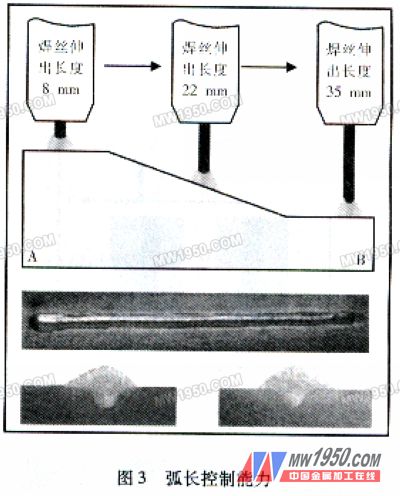
The height difference from the A end to the B end of the stepped workpiece in Fig. 3 is 27 mm. During the welding process, the length of the wire extension increases rapidly, the arc length remains constant, and the droplet transfer is still "one pulse, one droplet", weld formation and The penetration has been well maintained. These depend on real-time monitoring of the all-digital control system.
4 arc and arc
When the conventional MIG welding machine touches the workpiece when the arc is in contact with the workpiece, the short-circuit current rises rapidly, causing the welding wire to melt rapidly and burst to generate an arc, and the splash is large; the all-digital welding machine can control the rising speed of the short-circuit current, so that the arc ignition is relatively soft. There is very little splashing. When the wire drawing torch is selected, the arc is drawn by the back-draw wire, which can achieve complete splash-free arc starting.