Bolts, as one of the main connection methods of wind turbines, are applied to many key parts such as hubs, gear boxes, blade connections, tower connections, etc. The safety of bolts is related to the safe and reliable operation of the entire wind turbine. The use of high-strength bolts in wind turbines is to obtain a high pre-tightening force, but the bolt quality, assembly method, tightening tool, and operator will affect the joint quality of the final thread, thus affecting the bolt pre-tightening effect. This paper mainly discusses two important factors, torque coefficient and friction coefficient that need to be paid attention to when bolts are tightened. Torque factor K Figure 1 High-strength bolt torque distribution Regarding the tightening torque consumption of high-strength bolts, the above figure has been expressed intuitively. For Scheme 1, it is equivalent to reducing the friction of the A part in the figure, but we notice that the friction of the B part accounts for nearly 50%. If no lubrication is applied to this part, the clamping force of the final transformation is greatly affected by the B part, which is reflected by the large fluctuation of the torque coefficient of the bolt and the standard deviation is easy to exceed. On the other hand, if the anti-bite lubricant is applied to the B part as well as the A part, the final torque coefficient will fluctuate less, the standard deviation will be small, and the wind power system will be more reliable. 2. Friction coefficient μ It can be seen from the test data that in the case of the same tightening torque, when the friction coefficient changes by 0.01, the preload force changes as much as 37.5%. From the tensioning torque distribution of Figure 1, we can also find that 50% of the applied tightening torque is consumed by the friction of the bearing surface, and the remaining 40% is consumed by the friction of the thread, and only 10% is converted into the pre-load. Tight force. If the friction between the support surfaces is increased by 10% due to a small roughness, the torque consumption of the bearing surface is increased from 50% to 55%. This increase of 5% does not affect the friction between the threads. The pre-tightening force is reduced from 10% of the total pre-tightening torque to 5%, which means that the final pre-tightening force of this "problem bolt" is only half of the ordinary bolt, that is, the friction is 10%. The increase will cause a 50% change in the preload, so we must pay full attention to the study of the coefficient of friction of the thread. Where: M - tightening torque Where: T—tightening torque Where: Tt h - thread torque It can be seen from the test data that when the thread friction coefficient is constant, K/μ changes little with the friction coefficient of the support surface, and when the friction coefficient of the support surface is constant, K/μ varies greatly with the friction coefficient of the thread. That is to say, in the two friction coefficients, it is necessary to consider the stability of the K value, so that the axial force conforms to the design range and is uniform, and it is necessary to pay more attention to the friction coefficient of the thread, that is, the thread friction is more important in the actual assembly operation process. In the actual process of tightening the nut, in the loose fitting of the nut in the early stage when the nut is not screwed to the contact surface, the thread of the nut contacts the bolt on one side of the bolt head, and in the process of the late pre-tightening torque rise, the nut The thread is in contact with the bolt on one side of the bolt head. In order to ensure that sufficient lubricant is filled between the thread pair contact surfaces in the later stage, the consistency of the thread friction coefficient is ensured from the process, thereby ensuring the consistency of the torque coefficient. To ensure uniform pre-tightening force, it is recommended to use a scraping process when applying lubricant to the bolts to fill the fasteners with lubricant.
Fruit Basket is a necessary product for families and hotel if also a good decoration decoration, improve your quality of life enjoy a more simple and comfortable high end quality of life.
Our factory has been established for 15 years has a strong design business team and a strong production line can provide you with perfect service and the highest quality assurance.
Decorative fruit bowl,Creative Fruit bowl,Hollow Fruit bowl,Stainless steel fruit bowl,Fruit bowl Shenzhen Lanejoy Technology Co.,LTD , https://www.bbq-grillgrate.com
The bolt tightening torque T has the following relationship with the axial force F: T=K•D•F
Where D is the nominal diameter of the bolt and K is called the torque factor.
The torque factor K is a constant determined experimentally. Its value depends on the geometry of the thread pair and the friction of the thread pair. It can be seen from the formula that the torque coefficient K determines the proportion of the axial force in the conversion of the tightening torque, so this factor is very important for the study of bolt fastening.
First, the geometry of the fastener determines how much tightening torque can produce a specific preload, where pitch is a decisive factor. A bolt is a geometry that acts as a “helical ascending plane†and therefore affects the distribution of forces throughout the threaded connection (“10 Steps to Achieve Reliable Assembly of Boltsâ€, Dr. Volker Schatz, P13). Because this geometry depends on the bolt manufacturer, we do not analyze it here.
The second influencing factor is the friction. The factors that can change the friction can affect the torque coefficient. For example, if there is lubricant on the surface of the bolt, if the lubricant is selected, the type of lubricant and the specific application process will also change. It has an effect on the coefficient K.
The pre-tightening force of the transformation is different depending on the friction conditions of the thread surface. The better the bolt lubrication condition, the greater the pre-tightening force of the conversion under the same pre-tightening torque, that is, the smaller the torque coefficient K. What we need in the tightening process is a moderately moderate preload, which requires a stable torque factor K to ensure the uniformity of the preload of the same flange face. Under the condition that the tightening torque T is the same, if the K value is too large, the pre-tightening force of the conversion is too small to meet the pre-tightening requirement of the design; if the K value is too small, the error will be amplified due to the whole operation, monitoring, etc. Systematic errors, such as torque wrenches, have an error of ±4%, which tends to cause axial force overload, and the threaded connection is ineffective; if the K value is unstable, the pre-tightening force of the conversion is inconsistent, and stress concentration is easily formed. The use of lubricants can greatly improve the stability and consistency of the bolt torque coefficient and effectively avoid these risks. Therefore, the anti-seize lubricant is widely used in the wind power industry for bolts with higher torque requirements.
In the specific construction, different application methods will have a great impact on the final lubrication effect, and the final result is the change of the torque coefficient K. At present, the wind power industry has two common solutions for applying high-strength bolt anti-biting agents:
1) Only the threaded part of the thread, that is, the threaded joint of the bolt, is indicated by A in Figure 1. The torque factor for this type of solution is between 0.11 and 0.15, depending on the lubricant and the type of bolt.
2) Apply not only the meshing part of the bolt but also the bearing surface, that is, the contact part of the lower end surface of the bolt head and the washer (for the process of applying torque to the bolt head, such as applying torque to the nut, the nut and the pad are applied) The end face of the piece contact), as indicated by B in Figure 1. The torque coefficient of this scheme is between 0.08 and 0.13. 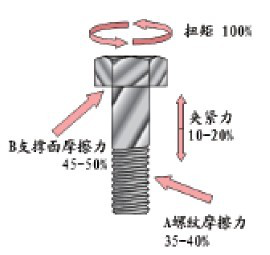
Two years ago, domestic wind power companies also used option 1. After doing a lot of experimental comparisons, several domestic leading wind power companies have reformed the bolt lubrication process plan and adopted plan 2, mainly considering the elimination of influence. The torque coefficient is unstable, so that the torque coefficient is consistent, and finally a uniform clamping force is obtained.
However, according to the scheme 2, the obtained torque coefficient is between 0.08 and 0.13, that is, the friction of the thread pair is reduced, which will cause the bolt to be loosened easily? Let us look at another coefficient - the friction coefficient μ.
Through the torque factor K, we visually see the relationship between the tightening torque of the bolt and the final clamping force, so the torque factor K is critical to the tightening torque of the bolt on-site construction, and in terms of the torque and clamping force. It's easier to operate. However, in order to systematically study the torque conversion and consumption during the entire tightening process of the bolt, the torque coefficient K alone is slightly simple, because the torque coefficient K is a comprehensive reflection of multiple variables. In order to clarify the degree of influence of individual variables such as geometry and friction, it is necessary to introduce another key coefficient, friction coefficient μ.
A long time ago, the White Patterson Air Force Base in the United States identified a series of factors that affected the bolt torque-preload relationship. (Stewart, R., Torque/Tension Variables, List prepared at Wright-Patterson Air ForceBase, April 16, 1973.) We list these factors:
Bolt material
Bolt forming process
Thread shape
Concentricity of bolts
Thread connection pair, washer hardness
Type and type of gasket
Surface roughness of the part
Burr on the edge of the internal thread
Thickness, type and consistency of bolt plating
Lubrication of bolts
Bolt tightening tool
Bolt tightening speed
Torque wrench and bolt fit
Number of bolts used
Ambient temperature, etc.
It can be seen that most of these factors have some connection with friction. It can be said that the friction has a great influence on the pre-tightening force of the high-strength bolt. If the friction is too large, too small or unstable, the high-strength bolt cannot achieve the pre-tightening effect of the design. As shown in Figure 1, more than 80% of the torque we apply to high-strength bolts is consumed to overcome friction.
So how much influence does the coefficient of friction have on the distribution of the preload in the tightening torque? It can be reflected by the following test results. 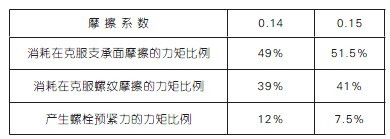
In fact, the tightening torque, the axial force and the friction coefficient have been linked in the domestic design standards. In the "Chinese Mechanical Design Dictionary (Volume III)" (Jiangxi Science and Technology Press), there is this formula: 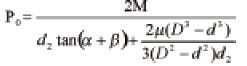
P0—axial force
D—thread outer diameter
D2—the average diameter of the thread
D—hex bolt circumcircle diameter
——the angle of the thread, tan α = s / π d, s is the pitch
—-thread friction angle, tan β = f, f is the coefficient of friction between threads
Μ—the friction coefficient of the support surface
It can be seen from the above formula that the key factors affecting the ratio of the tightening torque to the axial force are the pitch and the friction coefficient, which is exactly the same as our previous analysis of the factors affecting the torque coefficient K. The friction coefficient μ can help us to study the influence of coatings and lubricants on bolt preloading force in a deeper and more systematic way. In foreign countries, especially Europe, in the detection and tightening of high-strength bolts, special attention is paid to the control of friction coefficient μ. This can be seen from the European wind power technical drawings, which often specify the coefficient of friction rather than the torque factor.
Because the current testing equipment for the coefficient of friction of the thread pair is mainly in Europe, especially Germany, the test report is also expressed in European customary symbols, so it is necessary to explain the formula of tightening torque, pre-tightening force and friction coefficient in Europe. : 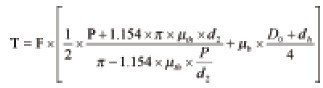
F—preload
P-pitch
D0—outer diameter of bearing surface
D2—the diameter of the thread
Dh—the diameter of the washer or support part through which the bolt passes
Bb—the friction coefficient of the support surface
Thth—thread friction coefficient
among them: 
Tb—the frictional torque of the support surface
Db—effective diameter of the friction of the support surface
There are two coefficients of friction, one is the friction coefficient of the support surface, and the other is the coefficient of friction of the threads. How do they affect the torque conversion separately? We look at a set of data. 
At the same time, the study found that when the bolts are loose, the threaded parts of the bolts and nuts are loosened first, and then the sliding of the support surface. (Tanaka, M., Hongo, K., and Asaba, E., 1982, "The Finite Element Analysis of the Threaded Connections Subjected to External Loads," Bull. JSME, 25, pp. 291-298.) Under the same surface condition, the thread friction is a weak point (this can also be seen from the distribution of the tightening torque). To consider the anti-loose, we should pay more attention to the thread friction coefficient, which is consistent with the table analysis of the test data. . But this does not mean that the friction of the support surface is not important, because after all, its friction accounts for 50% of the torque distribution, the aforementioned analysis is relatively speaking.
When the friction coefficient is increased, the ratio of the tightening torque to the pre-tightening force is reduced. To obtain the same pre-tightening force, the tightening torque must be increased, and the excessive tightening torque may cause the tool to be vulnerable and dangerous to operate. Wait. When the friction coefficient is reduced, the ratio of the tightening torque to the pre-tightening force increases. Under the same tightening torque, the pre-tightening force is multiplied. If the friction coefficient is too small, the pre-tightening force is related to the tightening torque. If the sensitivity is too strong, the tightening torque error will be amplified, which will easily cause overload. At the same time, the friction coefficient is too small. Under the same preload condition, the tightening torque will be small, so the loose torque is also small, and the bolt is easy to loose. The reliability of wind turbines is greatly reduced.
So what is the appropriate range of friction coefficient? At present, the author has not found a formula that can be calculated. There is only one empirical value for your reference. In Germany, the recommended coefficient of friction is 0.07 to 0.12. It should be noted here that the three friction coefficients should be within this range, that is, the thread friction coefficient, the support surface friction coefficient and the total friction coefficient must be between 0.07 and 0.12. If the friction coefficient is greater than 0.12, the tightening torque will be too large, and less than 0.07 may cause easy looseness. In this range, it is considered to be suitable and reliable.
In summary, when considering the wind power bolt fastening problem, we should not only focus on the torque coefficient K, but also on the friction coefficient μ, which makes our wind turbines safer and more reliable.